

Top 5 Spraying Defects & How Automated Finishing Lines Minimize Them
 March 04, 2026
March 04, 2026 Hits:509second
Hits:509second In the furniture manufacturing industry, the "Hidden Factory" is a silent profit killer. This refers to the time, labor, and materials spent fixing mistakes—specifically, rework caused by spraying defects.
In the furniture manufacturing industry, the "Hidden Factory" is a silent profit killer. This refers to the time, labor, and materials spent fixing mistakes—specifically, rework caused by spraying defects.
For factory owners and production managers, the difference between a profitable quarter and a struggle often lies in the First Pass Yield (FPY) rate of the finishing line. Manual spraying, while flexible, is inherently inconsistent. Fatigue, technique variation, and environmental factors lead to a rejection rate that can average 10-20% in manual booths.
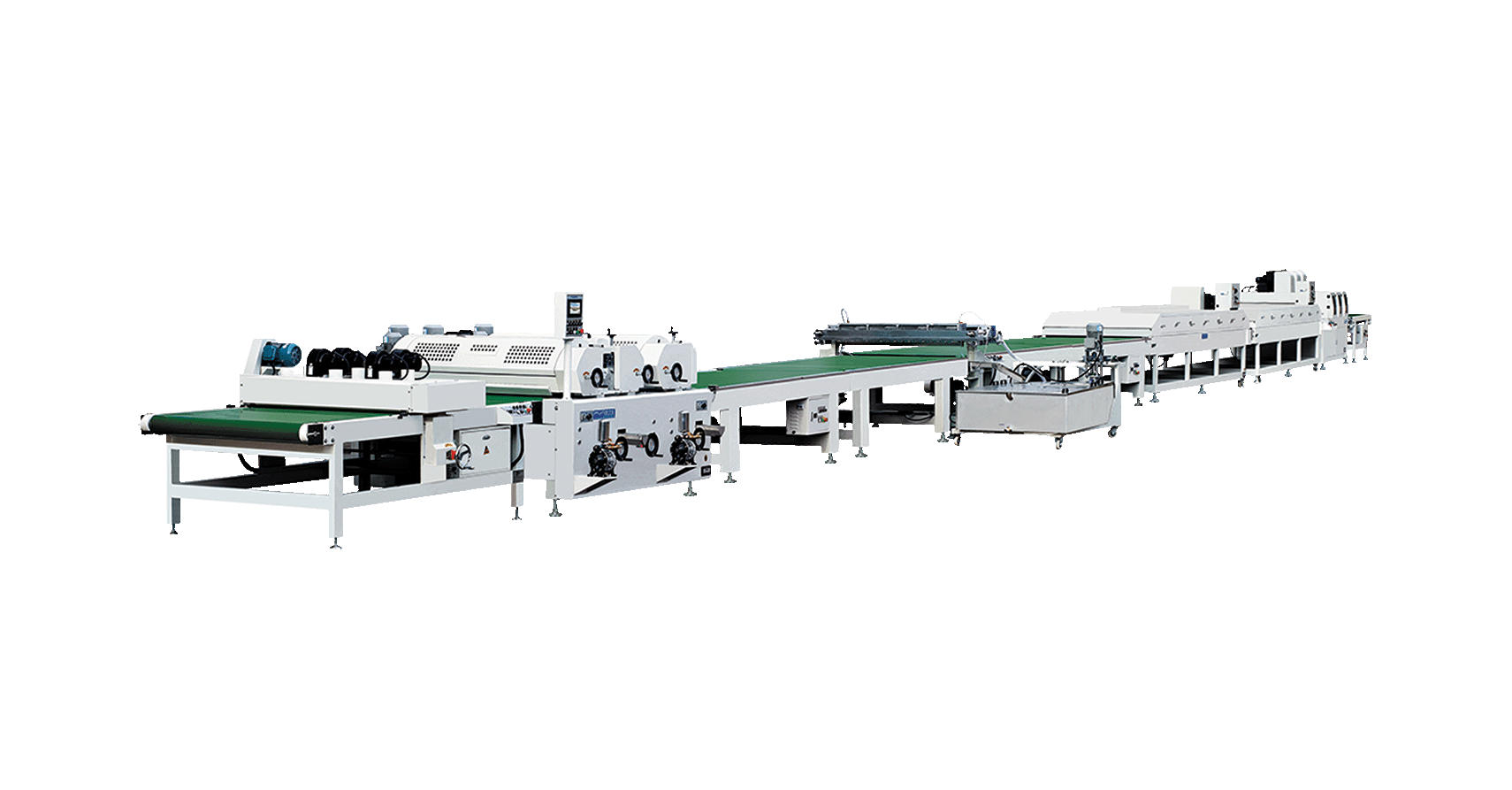
As we move into 2026, Automated Spraying Lines are no longer just about speed; they are about precision process control. By replacing human variables with robotic consistency, manufacturers can drastically reduce the five most common finishing defects.
Here is a deep dive into these defects and the engineering solutions that solve them.
Defect 1: Why Does "Orange Peel" Happen and How Does Automation Fix It?
The Defect:"Orange Peel" is a texture that resembles the skin of an orange—bumpy, wavy, and lacking distinct reflection. It is the enemy of high-gloss and premium matte finishes.
The Root Causes (Manual):
- Inconsistent Gun Distance: A manual painter might move the gun from 15cm to 25cm away from the board. Too far, and the paint droplets dry before hitting the surface (poor flow).
- Viscosity Fluctuation: Paint thickens as solvents evaporate in an open pot.
- Wrong Air Pressure: Low atomization pressure fails to break the paint into fine mist.
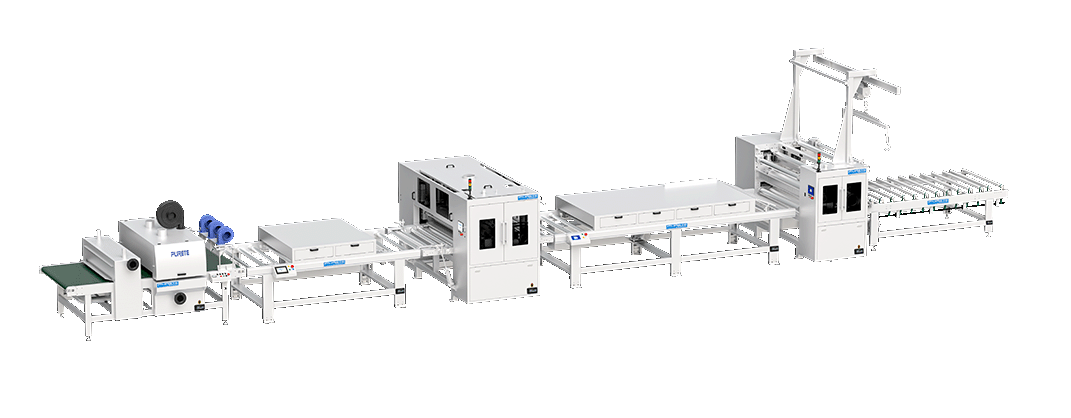
The Automated Solution:Automated Reciprocating or Rotary Spraying Machines solve this through Rigid Geometry Control.
- Constant Gun Distance: PURETE machines utilize a rigid gun carriage that maintains a strict distance (e.g., exactly 180mm) from the substrate surface across the entire width of the panel. This ensures every droplet hits the wood with the same velocity and wetness.
- Viscosity Management: Modern lines can integrate with automatic dosing systems (optional). These systems continuously monitor fluid viscosity and add thinner automatically to maintain the "Golden Viscosity" (e.g., 18 seconds DIN 4 cup), ensuring the paint flows out perfectly flat every time.
Defect 2: How Do Automated Systems Prevent Runs and Sags (Curtaining)?
The Defect:Runs (or sags) occur when gravity pulls wet paint downward before it cures, creating unsightly drips or "curtains." This is most common on vertical edges or when applying a heavy "wet-on-wet" coat.
The Root Causes (Manual):
- The "Heavy Hand": Operators often apply too much paint in a single pass to "cover" a defect, exceeding the paint’s hang limit.
- Overlapping Errors: Spraying the same area twice by accident doubles the film thickness.
The Automated Solution:Automation solves this through Precise Grammage Control (g/m²)
- Flow Rate Calculation: In a PURETE line, the PLC (Programmable Logic Controller) synchronizes the conveyor speed (e.g., 4m/min) with the pump flow rate (e.g., 300ml/min).
- The Result: You can dial in a film thickness of exactly 120g/m². The machine will not apply 121g/m². This precision keeps the coating thickness safely below the "sag threshold" of the specific paint formula, virtually eliminating runs when settings are optimized.
3D Scanning for Edges: For vertical edges (the most prone area), PURETE’s 3D scanning sensors trigger the side guns to fire only when aligned with the edge, preventing the "flooding" that causes corner drips.
Defect 3: Can Automation Eliminate Uneven Color and Blotches?
The Defect:When applying stains, toners, or glazes, "blotching" occurs when the color intensity varies across the panel. One side looks dark, the other light, or the center shows "striping" marks.
The Root Causes (Manual):
- Inconsistent Overlap: A manual sprayer relies on muscle memory to overlap each stroke by 50%. If they overlap by 70% on one pass and 30% on the next, you get stripes.
- Fatigue: As the shift wears on, the painter's arm speed slows down, depositing more stain and darkening the color.
The Automated Solution:Automation solves this through Robotic Trajectory Planning.
- Perfect Overlap: Reciprocating arms are programmed with mathematical precision. If the setting is a 50% overlap, the machine executes it within a millimeter tolerance.
- Uniform Speed: The spray arm moves at a constant velocity (e.g., 80m/min) without slowing down at the turnaround points (thanks to wider machine bodies allowing the turn to happen off the board).
- Result: A stain application that achieves uniform consistency from the first board of the morning to the last board of the night shift, regardless of operator fatigue.
Defect 4: How to Stop Pinholes and Solvent Trapping?
The Defect:Pinholes are tiny craters that appear on the surface. Solvent popping is when trapped bubbles burst through the semi-cured film. Both ruin the smoothness of the finish.
The Root Causes (Manual):
- Rushing the Flash-off: Moving a wet board into a hot oven too quickly. The surface skins over, trapping gas underneath.
- Drafty Environment: Uncontrolled airflow in the spray booth causes surface drying too fast.
The Automated Solution:This is solved not just by the spray machine, but by the Integrated Drying Tunnel Ecosystem.
- Controlled Flash-Off Zones: PURETE finishing lines include "Flash-off Tunnels" (Leveling tunnels) before the curing ovens. These tunnels use low-velocity, temperature-controlled air (e.g., 40°C) to gently evaporate solvents from the bottom up.
- Graduated Heating: The line moves the board from a cool zone -> warm zone -> hot zone (IR/UV). This gradual ramp-up allows gas to escape before the surface seals, significantly reducing pinholes.
Defect 5: Dealing with Dust & Debris Contamination in the Factory
The Defect:"Nibs," "specs," or "trash" in the finish. This is the #1 cause of rework in most factories.
The Root Causes (Manual):
- Open Booths: Manual booths are often open to the general factory floor, sucking in sawdust from nearby sanding machines.
- Clothing Fibers: Painters themselves are a major source of lint and dust.
The Automated Solution:Automation solves this through Isolation and Pre-Treatment.
- The "Clean Room" Concept: Automated lines are enclosed in glass or acrylic tunnels. The spray room is kept at Positive Pressure—meaning clean, filtered air is pumped in, pushing dust out of any cracks.
- Integrated Dust Removal Machines: Before the board even enters the spray machine, PURETE lines install a dedicated Dust Removal Machine (with horsehair brushes and air jets) to clean the pores of the wood.
- No Humans in Spray Zone: By removing the operator from the immediate spray zone, you remove the primary source of lint and hair contamination.
Summary Table: Manual Spraying vs. PURETE Automated Line
| Defect Type | Manual Spraying Cause | Automated Line Solution | Improvement Metric |
|---|---|---|---|
| Orange Peel | Variable gun distance & viscosity | Rigid gun carriage & Auto-mixing | 90% smoother surface (DOI) |
| Runs / Sags | "Heavy hand" / Over-application | Precise g/m2 flow control | Virtually eliminates runs |
| Uneven Color | Inconsistent stroke overlap | Robotic trajectory programming | Uniform Application Consistency |
| Pinholes | Rushed flash-off times | Multi-stage drying tunnels | Minimizes solvent pop |
| Dust / Nibs | Dirty environment / Clothing lint | Positive pressure enclosure & Dust Cleaners | 80% reduction in rework |
Conclusion
In 2026, the question for furniture manufacturers is not "Can I afford automation?", but "Can I afford the cost of defects?"
Manual spraying relies on the art of the individual, which is hard to scale and harder to control. PURETE Automated Spraying Lines rely on the science of fluid dynamics and robotics.
By addressing the root causes of Orange Peel, Runs, Blotches, Pinholes, and Dust, PURETE helps you transition from a "Repair and Rework" model to a "Done Right the First Time" model. The result is lower material costs, higher throughput, and a finish quality that builds your brand reputation.
Ready to eliminate defects from your production line? Contact PURETE today for a free consultation on your facility layout.
FAQ: Common Questions on Spraying Quality
Q1: Will an automated machine work for my complex, carved cabinet doors?
A: Yes. For complex 3D shapes (like raised panel doors), we recommend a Rotary Spraying Machine or a Reciprocating Machine with 5-Axis control. These machines can angle the guns to spray deep into corners and profiles, ensuring coverage that matches or exceeds manual spraying.
Q2: Does automation really save paint if it sprays faster?
A: Absolutely. While it sprays faster, it wastes less. Manual transfer efficiency is often around 40%. PURETE machines with 3D Laser Scanning only spray where the wood is, achieving transfer efficiencies of up to 85% (and 95% with UV recycling), reducing your paint bill significantly.
Q3: How do we prevent dust if the machine is in the same factory as the sanders?
A: We construct a Positive Pressure Room around the spraying line. Fresh air is filtered and pumped into the room, creating higher pressure inside than outside. This prevents factory dust from entering. Additionally, our lines include automatic Dust Removal Machines at the in-feed.
Q4: Is it difficult to change settings to prevent runs on different paints?
A: No. PURETE machines use a "Recipe" system. Once you find the perfect setting (e.g., flow rate, speed, air pressure) for a specific paint that doesn't run, you save it. Next time, any operator can load that recipe, and the machine will perform exactly the same way.
Q5: Can the machine handle High Gloss finishes without orange peel?
A: Yes, High Gloss is where automation shines. To achieve a "Piano Finish," you need perfect leveling. Our machines apply a heavy, even coat that allows the paint to flow out perfectly flat in our Flash-off Tunnels before curing, creating a mirror-like surface that is very hard to achieve manually.
What Is the Principle of Auto Coating Machine?

Advantages of Short-Cycle Presses in Panel Processing
Application of Soft-Touch (Excimer) Coating in Furniture and Decorative Materials
Which Industries Benefit Most from PUR Laminating?

What Is the Principle of Roller Coating Machine?
How Does PUR Laminating Compare to Solvent-Based Lamination in Terms of Cost?
Global Surface Finishing Market Analysis and Development Trends







